Understanding the pros and cons of different types of grit removal technologies can help you choose the right one.
A Quick Summary of The Different Types of Grit Removal Systems
How to Design Effective Grit Removal Systems
Learn how to design effective grit removal systems is this 2 minute industry update. We’ll help all of you wastewater pros with two design tips.
Compare Grit Removal Efficiencies
There are several types of grit removal systems in the market place. But only one, the forced vortex grit chamber with baffles, offers superior grit removal efficiency.
Stacked Tray Grit Removal Systems
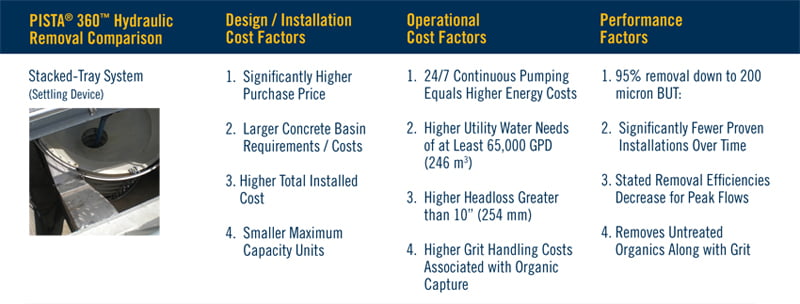 Introduced in the early 2000s, conical, stacked-tray systems utilize a multitude of integral, cylindrical flow paths in plastic “trays” to increase surface area inside the grit tank. These systems typically require a deeper concrete basin than the others in order to house the stacked trays. While removal efficiency can be sufficient with this type, there is relatively significant head loss through the system (from 11 in. / 280 mm). No lower chamber is standardly provided to house collected grit; instead, it is immediately pumped out from the sump via a continuously running remote pump. If an optional grit hopper is added, it further increases the depth of the unit, adding to design and installation costs. The Stacked-tray system is sometimes perceived as more contemporary despite its age, and it still relies on conventional settling for grit removal, but residual organic content tends to be higher than flat-floor vortex systems. The angled piping from the smaller sump can also bring forth grit plugging in the line. These units are reliant on a variety of particle theory and settling analytics, including the need to perform potentially costly grit profiling and analysis in order to tweak the system in the design phase. Very few post-installation tests exist for these systems, and a few hundred are in operation.
Introduced in the early 2000s, conical, stacked-tray systems utilize a multitude of integral, cylindrical flow paths in plastic “trays” to increase surface area inside the grit tank. These systems typically require a deeper concrete basin than the others in order to house the stacked trays. While removal efficiency can be sufficient with this type, there is relatively significant head loss through the system (from 11 in. / 280 mm). No lower chamber is standardly provided to house collected grit; instead, it is immediately pumped out from the sump via a continuously running remote pump. If an optional grit hopper is added, it further increases the depth of the unit, adding to design and installation costs. The Stacked-tray system is sometimes perceived as more contemporary despite its age, and it still relies on conventional settling for grit removal, but residual organic content tends to be higher than flat-floor vortex systems. The angled piping from the smaller sump can also bring forth grit plugging in the line. These units are reliant on a variety of particle theory and settling analytics, including the need to perform potentially costly grit profiling and analysis in order to tweak the system in the design phase. Very few post-installation tests exist for these systems, and a few hundred are in operation.
For a Deeper Comparison…
PISTA® vs. Stacked Tray
Sloped Floor Grit Removal Systems
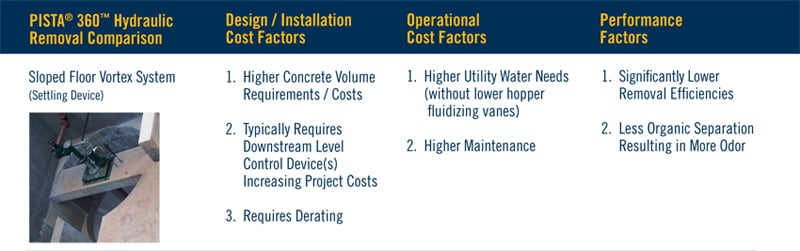 Vortex grit chambers with sloped chamber flooring rely on settling as the primary means of grit removal – for large particle grit removal. Chamber design depends upon required detention time and settling rates. Often, in order to achieve sufficient detention time, chambers are oversized. Head loss is generally minimal (0.25 in. / 6mm) through the chamber, but residual organic content tends to be higher than in other vortex systems. Grit is then removed typically in the lower chamber by way of a horizontal, flooded-suction pump, a self-priming grit pump, or airlift pump.
Vortex grit chambers with sloped chamber flooring rely on settling as the primary means of grit removal – for large particle grit removal. Chamber design depends upon required detention time and settling rates. Often, in order to achieve sufficient detention time, chambers are oversized. Head loss is generally minimal (0.25 in. / 6mm) through the chamber, but residual organic content tends to be higher than in other vortex systems. Grit is then removed typically in the lower chamber by way of a horizontal, flooded-suction pump, a self-priming grit pump, or airlift pump.
Aerated Grit Chambers
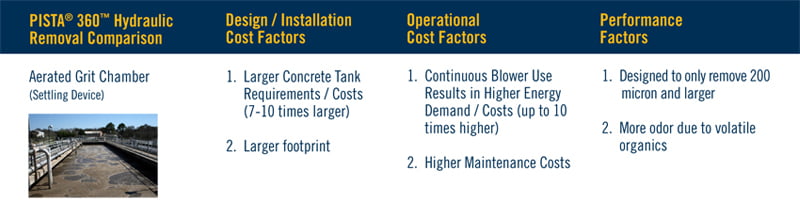 In aerated grit chambers, grit is removed by causing the wastewater to flow in a spiral pattern. Air is introduced in the grit chamber along one side, causing a perpendicular spiral velocity pattern to flow through the tank. Heavier particles are accelerated and diverge from the streamlines, dropping to the bottom of the tank, while lighter organic particles are suspended and eventually carried out of the tank. High energy usage as blowers run continuously and the system possesses a large footprint and a large volume of air. In fact, energy costs and system footprints can often be seven times larger (or more) than flat floor vortex systems.
In aerated grit chambers, grit is removed by causing the wastewater to flow in a spiral pattern. Air is introduced in the grit chamber along one side, causing a perpendicular spiral velocity pattern to flow through the tank. Heavier particles are accelerated and diverge from the streamlines, dropping to the bottom of the tank, while lighter organic particles are suspended and eventually carried out of the tank. High energy usage as blowers run continuously and the system possesses a large footprint and a large volume of air. In fact, energy costs and system footprints can often be seven times larger (or more) than flat floor vortex systems.
For a Deeper Comparison…
PISTA® vs. Aerated Grit Chambers
Detritors
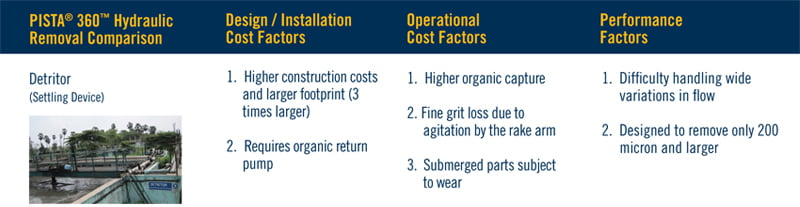 Detritors consist of a rotating grit-collecting mechanism and a reciprocating rake grit-cleaning mechanism. The size of the separator is based upon achieving a flow rate of 1 foot/sec. (0.3 m/s) across the separator chamber, which achieves the required particulate drop out. Slower flow rates will allow more settlement time and will produce more/finer particulates, but residual organic content tends to be higher than flat-floor vortex systems. Adjustable inlet vanes encourage an even distribution of the flow across the chamber. The grit precipitates to the bottom of the chamber where it is swept into a collection hopper on the perimeter of the chamber by slowly rotating blades. The grit is dredged from the collection hopper by a grit dredging pump or reciprocating rake arm.
Detritors consist of a rotating grit-collecting mechanism and a reciprocating rake grit-cleaning mechanism. The size of the separator is based upon achieving a flow rate of 1 foot/sec. (0.3 m/s) across the separator chamber, which achieves the required particulate drop out. Slower flow rates will allow more settlement time and will produce more/finer particulates, but residual organic content tends to be higher than flat-floor vortex systems. Adjustable inlet vanes encourage an even distribution of the flow across the chamber. The grit precipitates to the bottom of the chamber where it is swept into a collection hopper on the perimeter of the chamber by slowly rotating blades. The grit is dredged from the collection hopper by a grit dredging pump or reciprocating rake arm.
Velocity Channel Systems
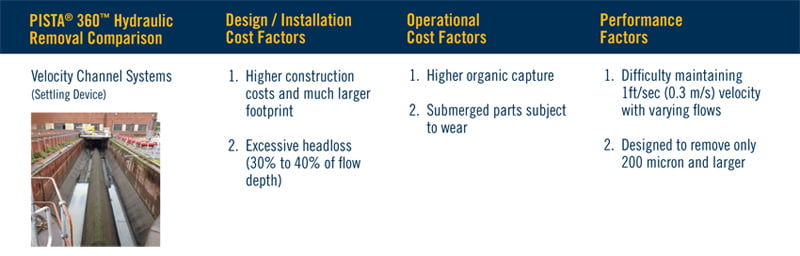 Velocity-controlled grit channels are long and narrow basins that induce sedimentation through velocity flow control (sometimes through the use of multiple channels or by weirs, parabolic and Parshall flumes downstream from the channel, which help maintain constant velocity for a variety of flows. To achieve grit removal over a range of flows, safety factors must be incorporated into the design. Lengths of these systems can be at least 60 feet (18 m). The depth is dictated by the flow volume. Head loss can be as much as 30-40% of the maximum water depth in the channel. In a velocity channel, collected grit is removed manually (require flow diversion, tank dewatering, and manual raking/shoveling) or mechanically. And residual organic content tends to be higher than flat-floor vortex systems.
Velocity-controlled grit channels are long and narrow basins that induce sedimentation through velocity flow control (sometimes through the use of multiple channels or by weirs, parabolic and Parshall flumes downstream from the channel, which help maintain constant velocity for a variety of flows. To achieve grit removal over a range of flows, safety factors must be incorporated into the design. Lengths of these systems can be at least 60 feet (18 m). The depth is dictated by the flow volume. Head loss can be as much as 30-40% of the maximum water depth in the channel. In a velocity channel, collected grit is removed manually (require flow diversion, tank dewatering, and manual raking/shoveling) or mechanically. And residual organic content tends to be higher than flat-floor vortex systems.